1 min read
TIW Valve vs. IBOP Valve - What's the Difference?
A TIW valve is a manual ball valve stabbed into the drill string at surface for emergency shutoff. An IBOP valve is an automatic poppet-style...
|
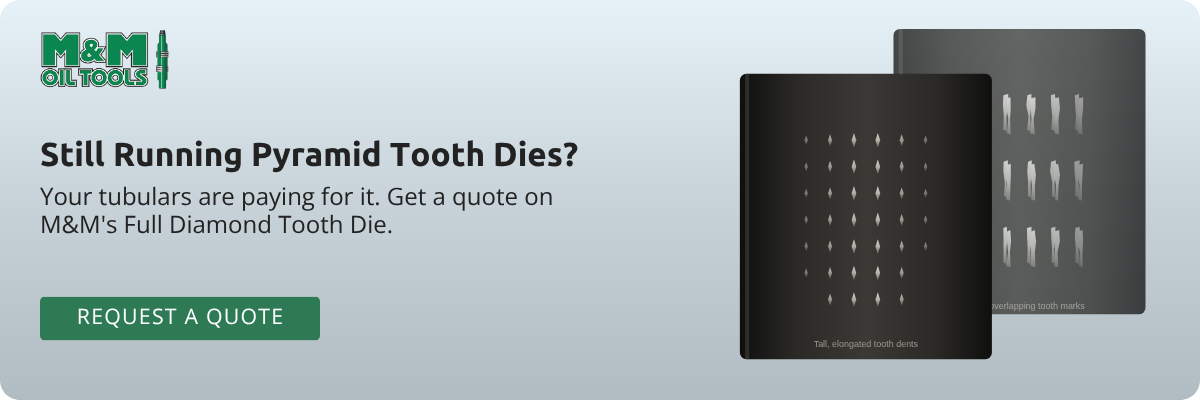
This post compares Pyramid Tooth Dies and Full Diamond Tooth Dies across six damage categories that affect tool joint life and tubular longevity: stress risers, fatigue life, linear marking patterns, thin-wall vulnerability, CRA/chrome compatibility, and wear degradation. It explains how M&M Oil Tools' Full Diamond Tooth Die delivers 125,000+ ft-lbs of torque while minimizing the marking that shortens tubular service life, and why die selection is a total-cost-per-run decision rather than a per-insert cost decision. |
For decades, the pyramid tooth die has been the default insert on power tongs, backups, and iron roughnecks across the oilfield. It bites hard, it's cheap to replace, and it gets the job done on plain carbon steel. So why are more operators moving away from it?
Because the cheapest die on the rack isn't the cheapest die to run.
The pyramid die forces a costly trade-off on every connection it grips: the same aggressive bite that holds your pipe is what tears it up. That damage shows up later as shortened tool joint life, premature fatigue failures, and tubulars retired before their time.
At M&M Oil Tools, we built the Full Diamond Tooth Die to break that trade-off: deliver exceptional torque, protect the tool joint, and keep your most expensive assets in service longer. Here's the full picture.
Pyramid (fine tooth) dies grip by penetration. Their teeth have a roughly triangular, buttress-shaped cross-section that drives sharp points into the pipe wall. That geometry has genuine advantages: maximum tooth strength under high applied torque, and a strong initial bite even on dirty or scaly tubing. For plain carbon steel where surface marks don't matter, a pyramid tooth die is still a reasonable tool.
But penetration is exactly the mechanism that damages pipe. Every tooth that bites in leaves a mark, and in the oilfield, marks are not cosmetic. They are stress concentrators that quietly eat into the service life of your tool joints and tubulars.

Industry research is blunt on this point: the permanent marks that slips and tong dies leave on the pipe body and tool joints develop high stress concentrations that reduce the strength of the pipe. In some documented cases, the remaining strength of the tubular drops below the stresses it's expected to carry. That's a direct path to failure and to early retirement of an asset you've already paid for.
This is the most quantifiable knock against aggressive tooth dies. Finite-element fatigue studies have shown that stress concentration is directly tied to the depth of die-mark penetration, and that deeper marks accelerate fatigue failure. The pyramid die's whole grip strategy (drive the point in deep) is the same variable that shortens how many cycles your pipe and tool joints will survive.
This is where it hits the budget. Tubular goods typically represent 15 to 20 percent of total drilling project cost, the second-largest line item on the job. Every tool joint or tubular pulled from service early because of die-mark fatigue is money pulled straight off the bottom line. A die that saves a few dollars per insert but shaves runs off your string isn't a savings at all. It's a recurring cost disguised as one.
The damage isn't just about depth. It's about pattern. Continuous, elongated marks concentrate damage and set up stress forces that lead to future failures. In high-pressure wells, brittle failure originating at the die mark has been documented. Aggressive penetrating teeth are precisely what produce these deep, repeating marks, right in the high-stress areas where tool joints can least afford them.

The thinner the wall, the more a penetrating tooth matters. Slim pipes are the most susceptible to die-mark failure, so much so that crews sometimes resort to workarounds like double-elevator systems just to reduce the failure rate. The pyramid die's bite simply isn't suited to modern thin-wall strings, and the cost of getting it wrong is a high-value tubular cut short.
On corrosion-resistant alloys (CRA) and chrome tubulars, the pyramid die isn't just suboptimal. It's a liability, and these are the most expensive tubulars in your inventory. Conventional metal oilfield dies create indentations that reduce wall thickness, concentrate stress, and accelerate corrosion, with tube-body failures frequently occurring right at those marks. Conventional die materials can even contaminate CRA tubulars, triggering aggressive corrosion failures. Damaging a premium CRA string with a cheap die is one of the most expensive mistakes on the rig floor. M&M's CRA Grip die configuration is specifically designed for these applications.
A pyramid die isn't set-and-forget. As teeth wear unevenly or chip into jagged edges, they create even more severe stress risers in the pipe surface. A pyramid die degrades into a more damaging tool over its service life, so the damage to your tool joints often gets worse precisely when you're least watching for it.
M&M Oil Tools continues its tradition of innovation in die manufacturing with the Full Diamond Tooth Die, engineered to deliver exceptional torque and protect tubulars in even the most demanding drilling environments.
The core difference is design philosophy. Where a pyramid die concentrates load on a handful of deep-biting points, the Full Diamond Tooth Die is built around a minimal-marking design that preserves tool joint and tubular integrity, spreading the grip rather than gouging it in. The result is a die that holds torque without leaving the deep, linear stress risers that shorten fatigue life.
That directly translates into longer tool joint service life, fewer fatigue failures, and more runs out of every joint before it's retired. For an operator, the math is simple: a die that marks less means tubulars that last longer, and tubulars that last longer mean real money saved across the life of the string.

The performance speaks for itself:
This wasn't a lab abstraction. M&M's in-house engineering team developed the Full Diamond Tooth Die through close collaboration with clients. After extensive design iterations and in-house testing, field trials validated the die's ability to maintain a secure grip without slippage while significantly reducing damage to tubulars. You get the bite you need and the asset protection your tubular budget demands.
View the full M&M Oil Tools die and insert catalog for specifications across the Full Diamond Tooth, Standard, and Specialty die lines.
The pyramid tooth die earned its place by being strong and cheap. But "strong and cheap" comes with a hidden invoice, written in shortened tool joint life, fatigue failures, and tubulars retired before their time.
The Full Diamond Tooth Die was engineered to settle that invoice: secure grip, exceptional torque, and tubulars that last longer, run after run. For operators seeking a reliable, field-tested die solution that protects their assets and maximizes operational efficiency, the Full Diamond Tooth Die delivers.
Contact M&M Oil Tools to learn how the Full Diamond Tooth Die performs in your operation, or call +1 (877) 240-9564.
A pyramid tooth die is a tong die insert with a triangular, buttress-shaped tooth profile that grips pipe by driving sharp points into the surface. It is the traditional default on power tongs, backups, and iron roughnecks. While it provides strong initial bite and high torque capacity, its penetration-based grip creates die marks that act as stress concentrators, reducing tool joint and tubular fatigue life over time.
A pyramid tooth die grips by driving sharp points deep into the pipe wall. A diamond tooth die (such as M&M Oil Tools' Full Diamond Tooth Die) spreads the grip across a broader contact pattern with minimal penetration. The result is equivalent or higher torque capacity (125,000+ ft-lbs) with significantly less marking, which preserves tubular integrity and extends service life.
Pyramid tooth dies are not recommended for CRA (corrosion-resistant alloy) or chrome tubulars. Conventional die materials can contaminate CRA surfaces, and the deep indentations reduce wall thickness, concentrate stress, and accelerate corrosion. CRA-specific die configurations, such as M&M's CRA Grip dies, are designed for these applications.
The Full Diamond Tooth Die is rated for high-torque applications exceeding 125,000 ft-lbs. It is built for Managed Pressure Drilling (MPD) and other high-demand environments where both grip strength and tubular protection are required.
M&M Oil Tools dies and inserts are compatible with major power tong and iron roughneck platforms, including BJ/Varco, Forum, Baash Ross, and Woolley. Standard, Full Diamond Tooth, and Specialty die configurations are available across these platforms. See the full compatibility matrix in the M&M Global Die & Insert Catalog.
Die marks create stress concentrations (stress risers) at the pipe surface. Under cyclic loading, these stress risers accelerate fatigue crack initiation. Research shows that deeper die marks produce higher stress concentration factors, which directly reduces the number of load cycles a tubular can survive before failure. Linear, repeating mark patterns are the most damaging.
1 min read
A TIW valve is a manual ball valve stabbed into the drill string at surface for emergency shutoff. An IBOP valve is an automatic poppet-style...
.png)
1 min read
An inside BOP — also called an IBOP (Inside Blow-Out Preventer) — is a full-opening safety valve installed in the drill string just below the...
.png)
1 min read
A qualified well control valve manufacturer carries an active API Spec Q1 license, provides full material traceability on every...